
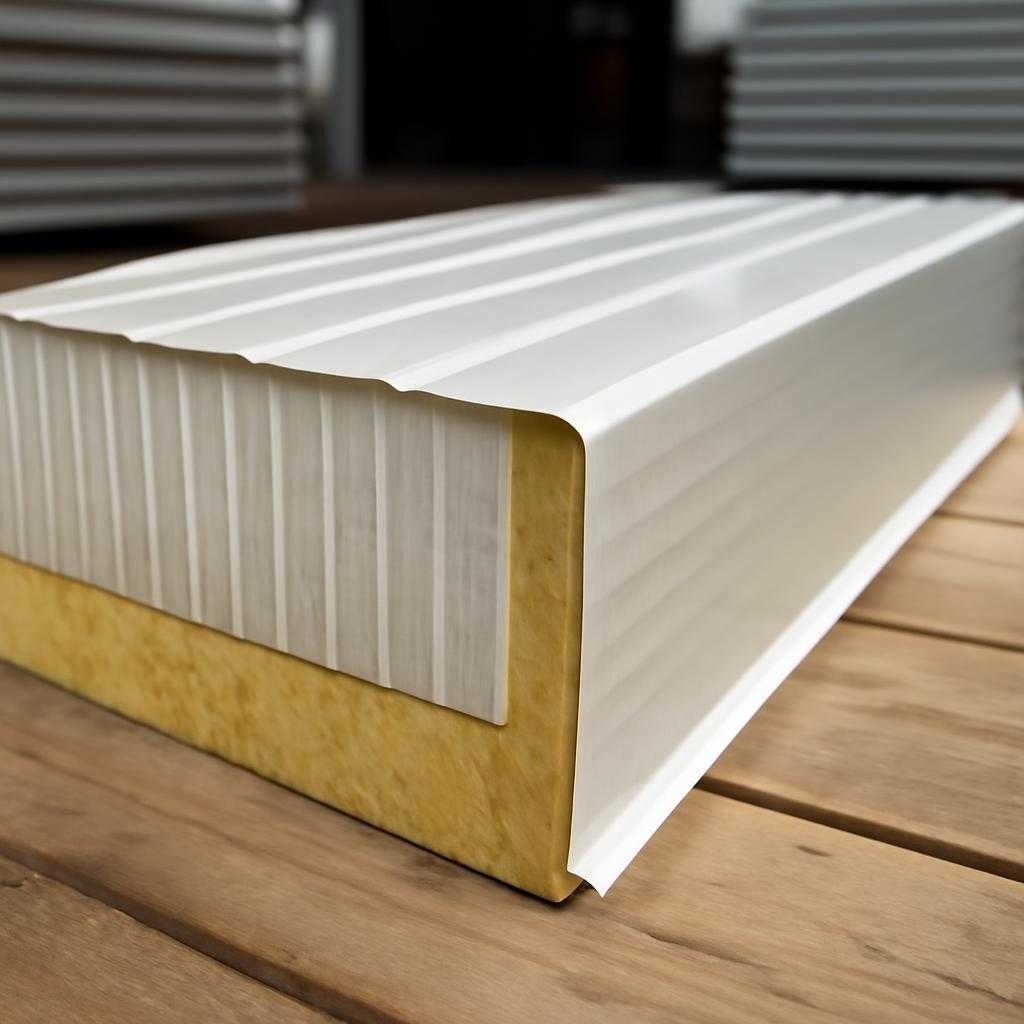
Сэндвич-панель состоит из двух облицовок и внутреннего слоя утеплителя. Для облицовки берут стальной лист с защитным покрытием. Внутренним слоем служит минеральная вата, пенополистирол или пенополиуретан. Готовое изделие применяют при строительстве стен, кровель, перегородок, холодильных камер и быстровозводимых зданий. Эксплуатационные свойства панели зависят не от общего замысла конструкции, а от точности сборки, качества сырья и стабильности линии при производстве сэндвич-панелей.
Сырье и подготовка
Стальной рулон подают на размотчик, затем лист проходит через правильное устройство. Оно снимает остаточные напряжения после намотки и выравнивает плоскость. После правки металл очищают от пыли и следов загрязнений. Поверхность под клей нужна ровная и чистая, без пленки масла и без повреждений покрытия. На профилирующем стане листу придают нужный рельеф. Форма профиля влияет на жесткость облицовки, водоотвод на кровельных панелях и внешний вид фасада.
Утеплитель подбирают под назначение изделия. Минеральная вата дает хорошую огнестойкость и звукоизоляцию. Пенополистирол снижает массу панели и удобен при серийной сборке. Пенополиуретан дает низкую теплопроводность при малой толщине. Для ватного наполнителя важны плотность, ориентация волокон и точная нарезка ламелей. Ламель — узкая полоса утеплителя, которую укладывают в сердечник панели для получения нужной прочности на сжатие и отрыв.
Сборка панели
После подготовки облицовок на внутреннюю сторону наносят клеевой состав. Слой распределяют равномерно, без пропусков и наплывов. Недостаток клея снижает прочность сцепления. Избыток дает загрязнение кромок, перерасход состава и нестабильную толщину шва. Затем на нижнюю облицовку укладывают утеплитель, совмещают его по ширине, после чего подают верхний лист.
Собранный пакет поступает в пресс. На непрерывных линиях применяют ленточный пресс, где панель движется с заданной скоростью под постоянным усилием. На участках с меньшим выпуском используют поэлементную сборку с последующим прессованием заготовок. В фазе выдержки клей набирает рабочую прочность, а геометрия панели фиксируется. Для изделий с пенополиуретаном процесс отличается: жидкие компоненты смешивают, вспенивают и подают между облицовками, где масса расширяется и заполняет внутренний объем.
Отдельный узел линии формирует замковое соединение. От его точности зависит плотность стыка между панелями, защита от продувания и удобство монтажа. Для стеновых и кровельных изделий профиль замка разный. На кровле уделяют повышенное внимание отводу воды и герметичности нахлеста. На стенах важнее ровная плоскость фасада, жесткость соединения и аккуратная посадка панелей по длине и ширине.
Контроль качества
После прессования панель режут в размер, проверяют диагонали, толщину, ширину и состояние кромок. Любое отклонение по геометрии осложняет монтаж и портит стык. Затем оценивают прочность сцепления слоев, адгезию покрытия, состояние профиля и качество реза. Адгезия — прочность прилипания одного слоя к другому. При слабом сцеплении облицовка отслаивается под нагрузкой или при перепаде температуры.
Для минеральной ваты контролируют плотность пакета и отсутствие пустот. Для пенополистирола смотрят на целостность сердечника и точноесть прилегания к облицовке. Для пенополиуретана проверяют равномерность заполнения, отсутствие раковин и стабильность структуры. На готовом изделии не допускаются вздутия, перекос профиля, замятие замков, расслоение и повреждение защитного покрытия.
Готовые панели укладывают в пачки, прокладывают защитным материалом и стягивают упаковочной лентой. При хранении важны ровное основание, защита от влаги и аккуратная погрузка без ударов по замкам. На площадке монтажа дефекты упаковки быстро переходят в дефекты фасада или кровли. По этой причине производство не заканчивается на резке. Результат держится на всей цепочке: от рулона металла и утеплителя до упаковки, перевозки и разгрузки.